
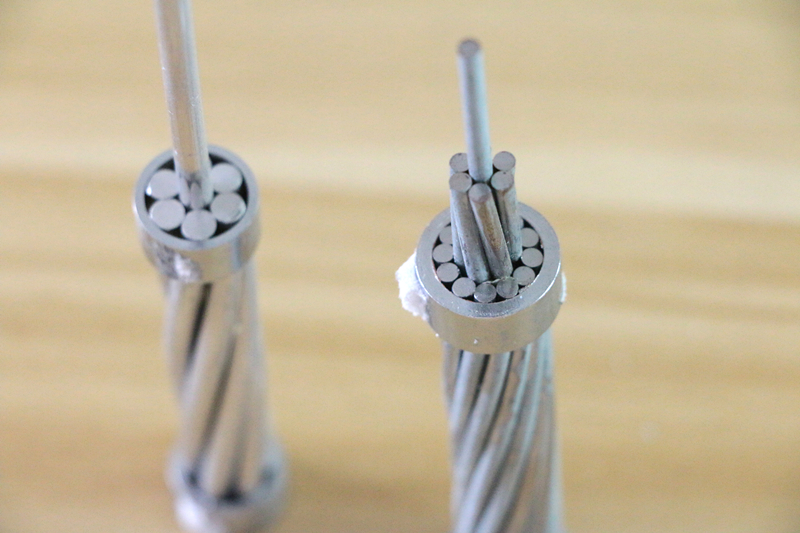
BTTZ copper core copper sheathed magnesium oxide insulated heavy-duty fireproof cable, is a kind of high performance HD 626 S1 Standard made of copper conductor, inorganic insulating material (magnesium oxide powder) and seamless copper tube or copper strip longitudinal package welded seamless copper tube these three materials after many times of drawing or rolling combination processing.
This cable has the characteristics of high temperature resistance, fire prevention, explosion-proof, non-combustion (250℃ can be continuous for a long time, 1000℃ limit state can also be for a short time of 30min operation) and large load, small diameter, high mechanical strength, long service life, generally do not need independent grounding conductor characteristics.
Its application scope is very wide, can be in the sea, land, indoor and outdoor, aboveground and underground applications; Especially in the historic buildings, high-rise, hotels, shopping malls, hospitals, airports, stations, communication hub, ships, theatre, subway, civil air defense engineering, crowded public places, easy to fire dangerous places (such as gas plant, chemical plant, oil refineries, offshore oil platform, etc.) is widely used. It can also be used in places with high ambient temperature, such as power plants and steel mills. For special environment, such as anti-electromagnetic interference, anti-animal bite, waterproof and nuclear power plants are also used.

Development history of BTTZ mineral insulated cable
The early inventor of mineral cable was a Swiss engineer, Arnold Francois Borel, who put forward the idea of using magnesium oxide powder as insulating material to resist fire and high temperature for the first time at the end of the 19th century, and obtained the invention patent. After the UK, France, Italy, the United States, Japan and other developed countries have been a large number of production and application. In 1991, China promulgated the national standard of GB13033 “Mineral Insulated Cables and Terminals with Rated Voltage up to and including 750V”, but the formulation and revision of the corresponding design standards and specifications failed to keep up with it, resulting in the slow development of the use and promotion of the mineral cables in China, lagging behind the developed countries. In 2007, a new version of GB/T13033 — 2007 “Mineral Insulated Cables and Terminals with Rated Voltage up to and including 750V” was issued. Thus, mineral cables in China began to develop.
III. BTTZ cable production mode
The production of BTTZ series cables in China mainly adopts two ways, one is magnesia porcelain column assembly, multiple drawing annealing. The main process flow of this method is porcelain column pressing, porcelain column sintering, cable assembly, multiple drawing annealing, immersion experiment, etc. This method is the first adopted in China, and its main characteristics are to fill the gap that our country can not produce BTTZ cable, and has the advantages of stable performance and high drawing efficiency. Because it adopts seamless copper pipe assembly, the line body will not produce cracking and other damage in the drawing process, and the qualified rate of pressure test is high.
The disadvantage is that the process is complex, can not be formed at a time, and need a huge space to place a variety of equipment, but also need to be equipped with a large number of manpower. Due to the limitation of the length of seamless copper tube and the extension coefficient of copper material, the cable produced by this method can not reach the long meter section generally. And the current BTTZ cable in the construction and installation need to use special joints, this special joint is expensive, and the installation is complex, time-consuming and laborious, long distance wiring needs several joints, which virtually increases a lot of additional costs for users.
Another production method of BTTZ cable is a kind of French which is widely used in China at present. According to the main process, we temporarily name it as copper strip longitudinal wrapped argon arc welding continuous tie-making high-frequency annealing production line. This method can save space and human resources to the maximum extent. It has been proved that only three people can produce qualified cables at one time, and the length of cables can be produced according to customer requirements, which greatly reduces the difficulty of construction and installation for customers and effectively reduces the number of special joints used.
Problems and solutions in high frequency annealing production of continuous tie-in argon arc welding of copper strip
The main process of this production mode is copper strip pickling, edge trimming, argon arc welding, magnesium filling, continuous rolling, high frequency annealing, gas reduction, etc. Its principle is to copper strip forming welding device from horizontal to vertical, magnesium oxide powder by using magnesium oxide powder features such as that of the vertical filling into welding forming copper tube, then using multi-channel precision rolling mill before several rolling wheel magnesia powder in the copper pipe, so that the fixed conductor wire core offset. The last few rolling wheels of the rolling mill have the function of reducing the diameter. According to the elongation coefficient of copper, the filled cable is rolled to the standard size. Then after high frequency annealing and gas reduction device, the final water cooling.
According to the long time actual production experience, this kind of production mode has many problems that need to pay attention to.
1, magnesium powder:
Magnesium powder insulation performance directly decide the quality of the products, now a lot of electrical grade magnesium oxide are declared can be used directly, but in actual production, the direct use of the yield of magnesium oxide powder is far less than the treated magnesium powder, so the advice to the secondary processing of magnesium powder, remove the impurities, ensure magnesia and high insulation.
2, copper belt:
As BTTZ the outermost layer of copper tube, it is made of standard thickness of copper strip after argon arc welding, welding quality directly affect the cable after the process of rolling mill with whether or not cracking, so the ideal level of welding is relatively important, so we have to ensure the accuracy of copper strip cutting edge and accurate trimming forming device, ensure the stability of the weld. Another factor that affects welding quality is the cleanliness of the copper strip surface, which is usually pickled and automatically dried before the strip is put into the trimming machine.
- Restore:
BTTZ cable after high frequency annealing will turn black oxide, so must pass through reduction device to make the color of the cable back to the original appearance, gas reduction device is mainly using the characteristics of inert gas, to achieve reduction effect, the more practical is nitrogen reduction and decomposition of ammonia reduction, both comparisons, in addition to produce nitrogen, ammonia decomposition process and the amount of hydrogen gas, it is well known that the nitrogen can only have the effect of deoxidation, while hydrogen has strong restore function, so, in the process of gas reduction, recommend the use of ammonia decomposition device, in order to get more shiny appearance.
- Save:
Magnesium oxide is easy to absorb moisture in the air in a humid environment, resulting in breakdown during use. Therefore, the cable in the production after the first time should be sealed with sealant at both ends, and then set on the sealing cap, in order to ensure that the cable is dry, does not affect the use.
Problems that should be paid attention to in BTTZ cable laying
- BTTZ cable has high hardness, so cross should be avoided as far as possible in laying.
Before laying, the “cable laying direction diagram” should be drawn according to the design drawings, and the number, specification, length, direction, location of intermediate joints and intersecting distance with other pipes should be carefully checked. When laying, it should be carried out on the special cable release frame, and sufficient operating allowance should be left when dealing with the intermediate joint and terminal head.
- Cable loop should be numbered and marked
At the end and beginning point of each loop, each intermediate joint, through the hole in the wall and other places, the method of hanging signs or pasting permanent signs is used to indicate the number and phase sequence of each loop, so as to avoid the error of connecting the loop and phase sequence because the loop is too many and the joint is too many.
- Reduce eddy current loss
In practical application, BTTZ cable is mostly composed of single core cable circuit, so it is easy to produce inductive eddy current in the cable fixing tool. If the eddy current is too large, it will not only produce a large amount of eddy current loss, but also accelerate the aging speed of the fixed fittings of the cable. Therefore, the eddy current should be avoided or the eddy current should be minimized in the actual construction process. In the field, non-metallic fixed parts are usually used to tie the cables, and reasonable cable phase sequence is used to minimize the amount of eddy current generation.
- The cable is moisture-proof
Before laying, the insulation value, the end and the copper sheath should be carefully tested to see if they are exposed or scratched. Sealing should be carried out in time after discovery, and paraffin wax is generally provided as temporary sealing material on site. The rest of the saw off part should be sealed immediately. Ensure that water from the air does not enter the insulation layer.
- Bending of cable
In the bridge T bend, L bend, through the wall hole, electrical shaft, in and out of the distribution cabinet box and other large bending, small space laying should pay attention to the application of force balance, when dealing with bending, in accordance with the installation instructions of bending method and strength of cold bending, must not be forced to bend artificially.
- Protection after cable laying
In the same bridge, the cables with different phase sequence in the same circuit should be laid at the same time. After laying, the cover plate of the bridge should be covered in time for protection, so as to prevent the cable from being injured or burned by the collision of tools, building materials or welding sparks in the process of other professional construction, resulting in the damage of the outer sheath of the cable.
- Conclusion
As countries of housing and urban-rural development of building materials fire rating requirements gradually increase, the application of fire retardant cable will gradually replace traditional cable, the market will be gradually expanded, and as the current domestic fire rating the highest BTTZ mineral insulation fire cable rigidity, its market potential is very huge, in the continuous improvement of production technology at the same time, domestic enterprises should unite, mass production scale, eventually go abroad, exported to all over the world.